- Startseite
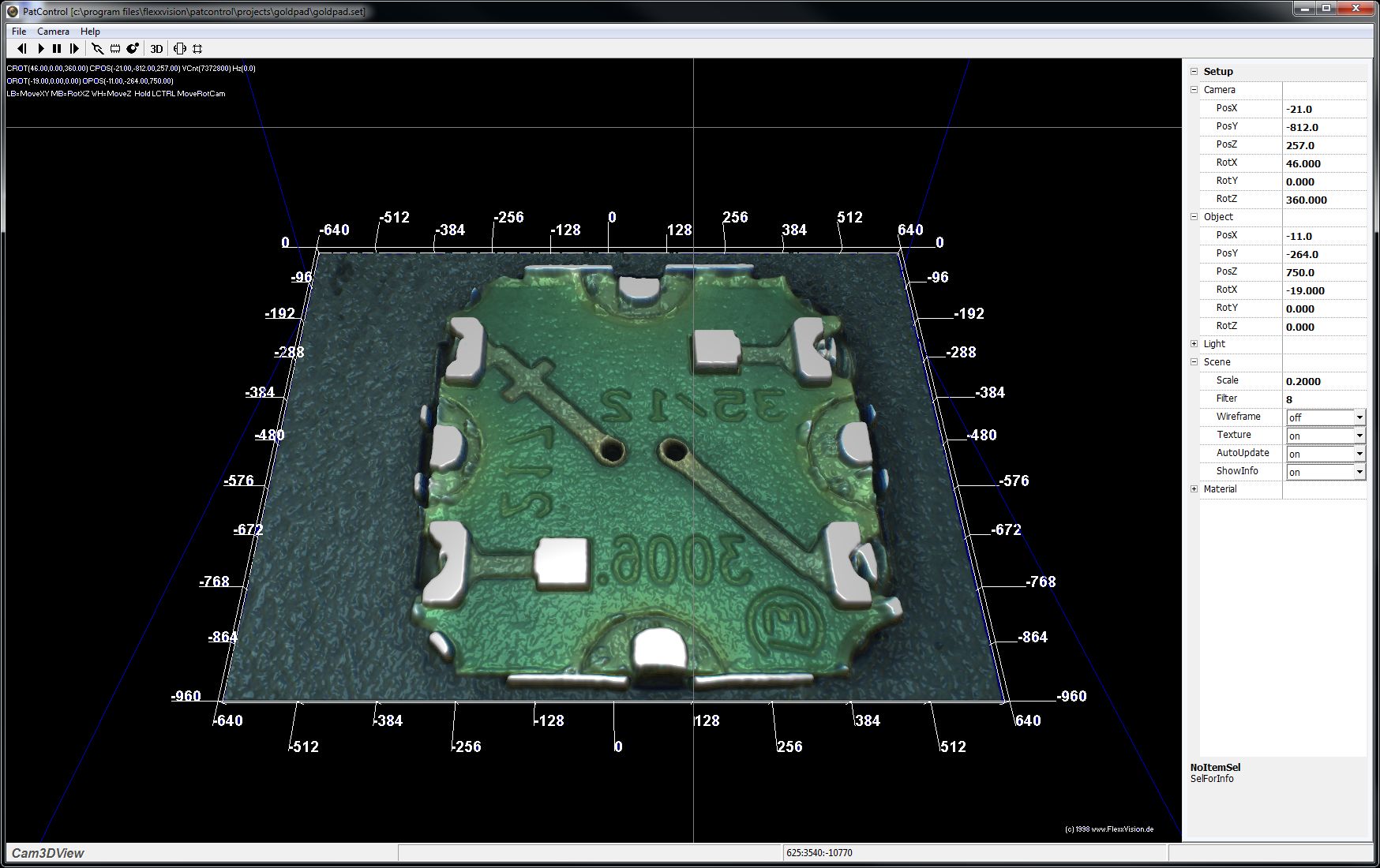
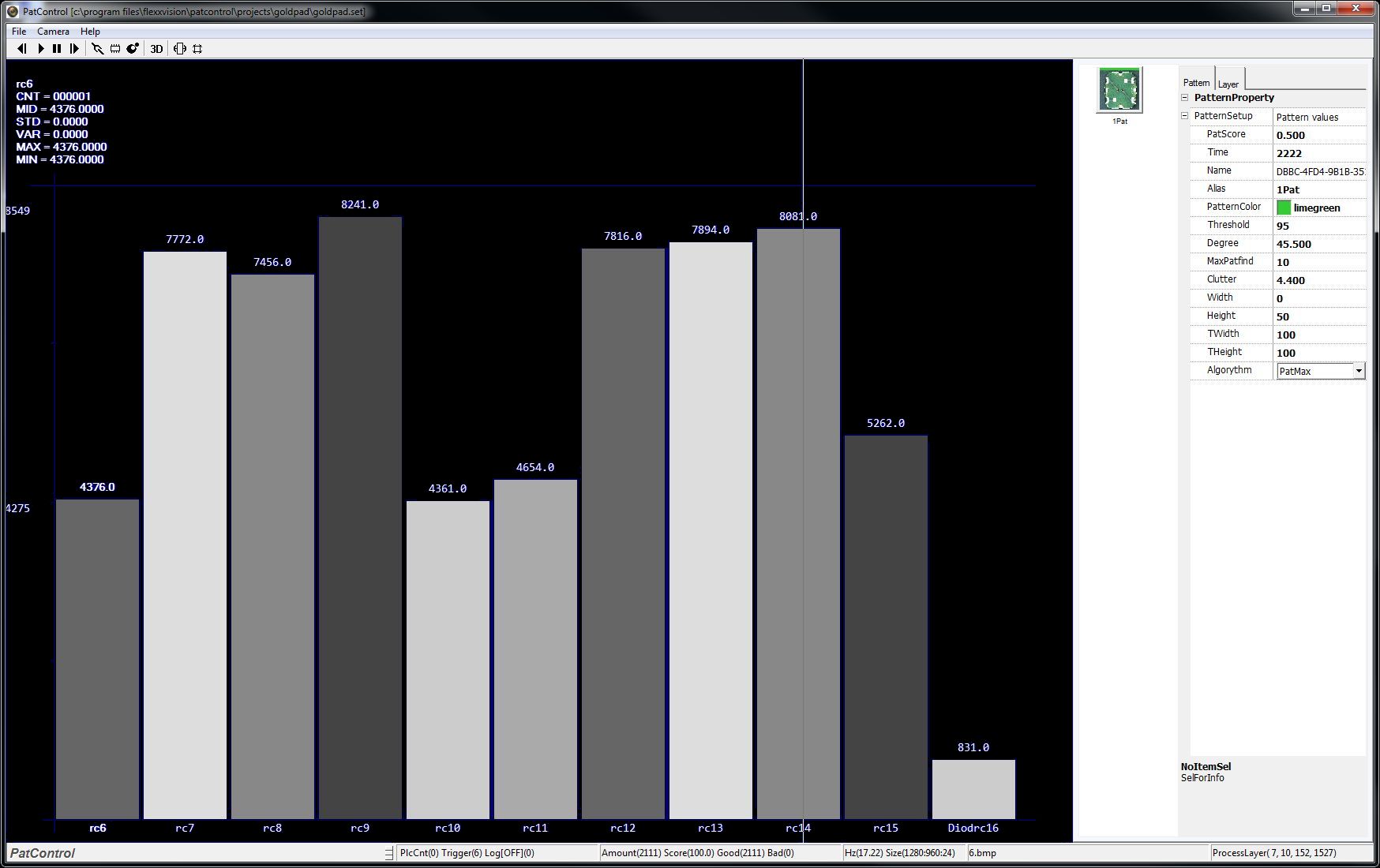
- PatControl
- Kameras
- FocusFusion
- PixelAnalysis
- 3D-PixelGrid
- KeyMan
- SpsMan
- LuaScript
- Konnektivität
- LED-Ringlicht
- WebInterface
- ScopeCam
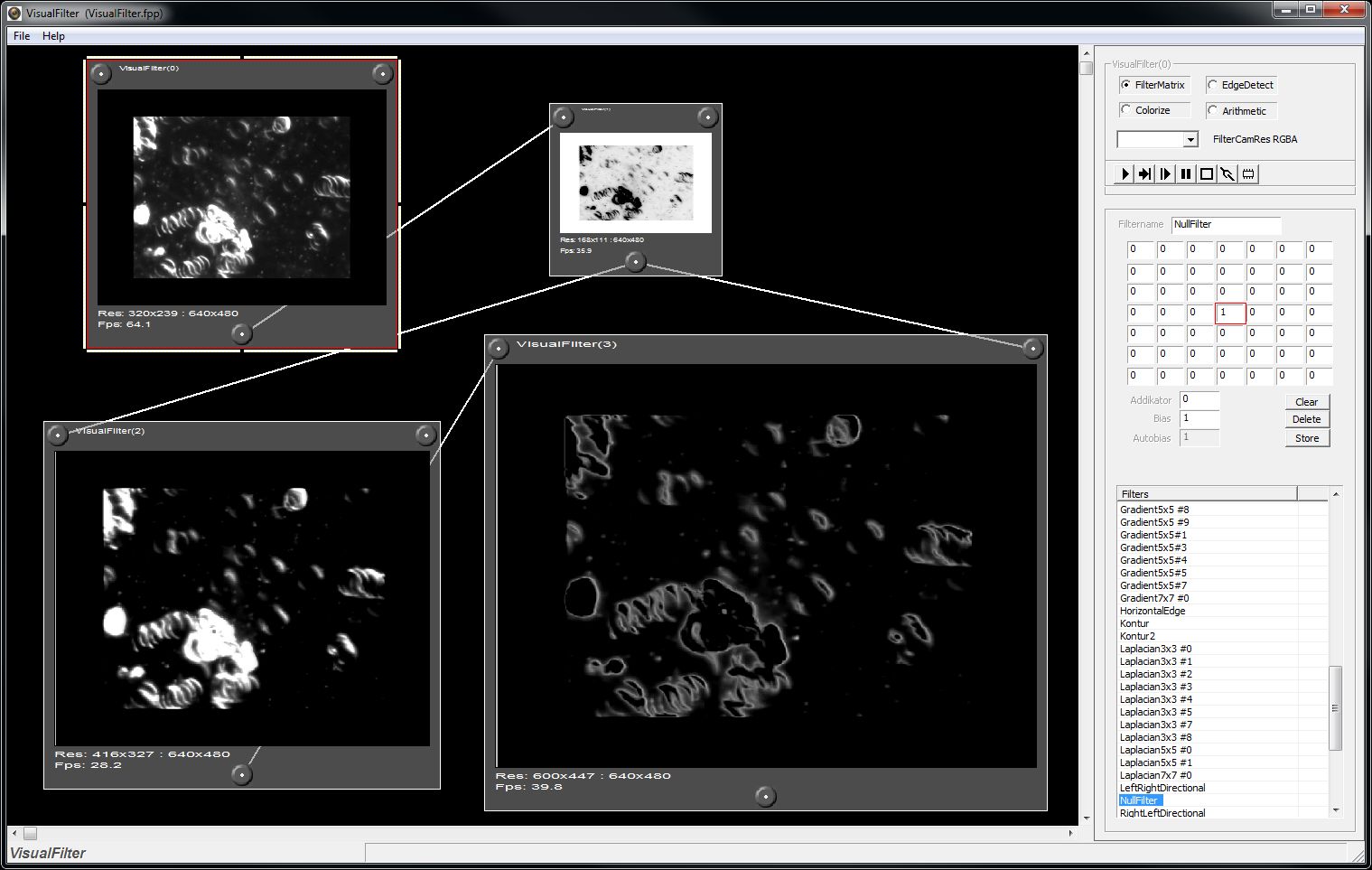
- VisualFilter
- WaferView
- 3D-Portal-Profilometer
- Ir-Laser-Comperator
- FlexxRail
- Sonar-Vollduplex-Phone
- Dokumentation
- Download
- Register
- Artikelliste
- Entwicklung
- Service
- Kontakt
- Impressum